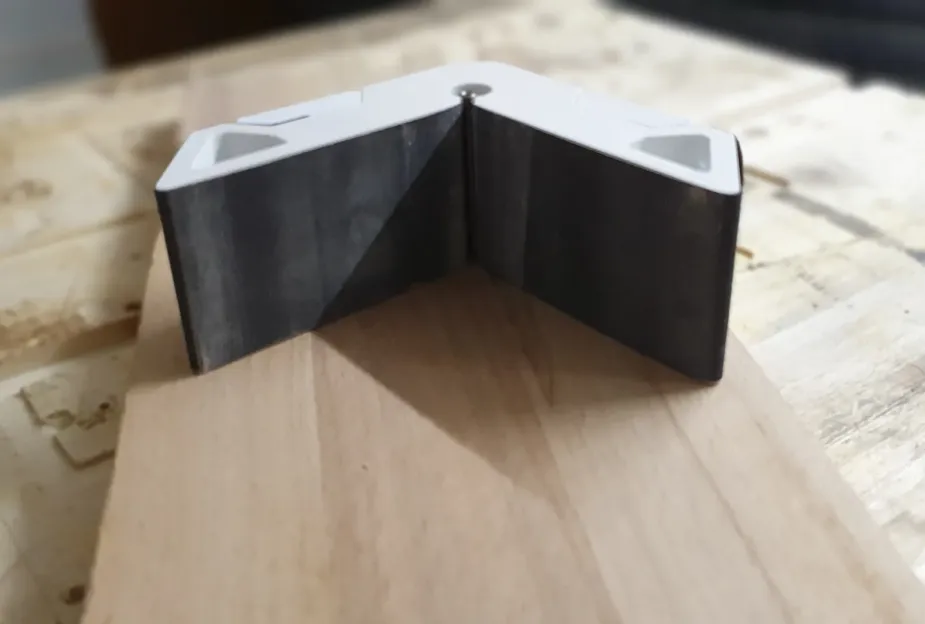
3D модель Шлифовальный блок для углов 90 градусов для печати на 3D принтере
Эта 3D модель представляет собой Шлифовальный блок для углов 90 градусов, разработанный специально для печати на 3D принтере. Это функциональный инструмент, предназначенный для облегчения и повышения точности ручной шлифовки внутренних и внешних углов под прямым углом (90 градусов). Этот 3D печатный шлифовальный блок станет незаменимым помощником в мастерской любого моделиста, столяра, слесаря, DIY-энтузиаста или 3D печатника, позволяя добиться профессионального качества обработки угловых соединений и поверхностей.
Особенности модели:
- Специализированная форма для углов 90 градусов: Ключевой особенностью модели является ее форма, точно повторяющая угол 90 градусов. Это позволяет равномерно и контролируемо шлифовать внешние (выпуклые) углы под прямым углом, обеспечивая ровную и гладкую поверхность без завалов и искажений геометрии. Форма блока может быть как простой угловой, так и более сложной, с дополнительными элементами для удобства удержания и позиционирования.
- Крепление для наждачной бумаги: Модель предусматривает надежное и удобное крепление наждачной бумаги или шлифовальной сетки к рабочей поверхности блока.
- Зажимы/Клипсы: Блок оснащен зажимами или клипсами по краям рабочей поверхности, фиксирующими наждачную бумагу механически. Зажимы обеспечивают надежное крепление и возможность многократного использования блока с разными типами наждачной бумаги. Зажимы могут быть выполнены в виде отдельных деталей, присоединяемых к блоку после печати, или быть интегрированы в конструкцию блока (например, пружинные зажимы или эксцентриковые зажимы).
- Пазы/Углубления : Рабочая поверхность блока имеет пазы или углубления по периметру, в которые заправляются края наждачной бумаги для фиксации. Пазы обеспечивают простое и надежное крепление бумаги без дополнительных элементов.
- Различные размеры и масштабирование: Модель может быть выполнена в разных размерах — от миниатюрных блоков для тонкой шлифовки мелких деталей до крупных блоков для быстрой обработки больших поверхностей. Размеры блока можно адаптировать под разные задачи и размеры рук пользователя. Модель может быть легко масштабирована в программах 3D моделирования или слайсерах для печати блоков нужного размера.
- Оптимизация для 3D печати: Модель разработана с учетом особенностей 3D печати, что позволяет печатать детали без сложных поддержек или с минимальным их количеством, а также обеспечивает хорошее качество поверхности даже при FDM печати. Простая геометрия и умеренная детализация способствуют успешной печати и минимизации деформаций. Разделение модели на части (например, основание, зажимы/клипсы, рукоятка) может облегчить печать сложных моделей и позволить использовать разные материалы и цвета для отдельных элементов.
- Возможность кастомизации и модификации: Модель может быть легко кастомизирована и модифицирована в программах 3D моделирования для адаптации под конкретные задачи и предпочтения пользователя. Варианты кастомизации могут включать:
- Изменение размеров и пропорций: Адаптация размеров блока под разные размеры рук и размеры обрабатываемых деталей. Изменение пропорций блока для улучшения эргономики и удобства удержания.
- Изменение формы и профиля рабочей поверхности: Адаптация формы рабочей поверхности под разные типы углов и профили кромок. Добавление радиусных кромок или фасок для специализированной шлифовки.
- Интеграция дополнительных функций: Добавление отсеков для хранения наждачной бумаги, карандашей или измерительных инструментов в корпус блока. Интеграция магнитов для удержания блока на металлических поверхностях или для крепления дополнительных аксессуаров. Добавление пылеотвода для подключения к пылесосу и уменьшения пыли в рабочей зоне.
- Персонализация дизайна: Добавление логотипов, инициалов, текстур или декоративных элементов на корпус блока для персонализации и улучшения внешнего вида.
- Подходит для различных материалов: Блок предназначен для шлифовки различных материалов — дерева, пластика, металла, композитных материалов, 3D печатных пластиков, шпатлевки, грунтовки и лакокрасочных покрытий. Выбор наждачной бумаги и зернистости зависит от типа материала и требуемой степени обработки.
Детали модели:
- Корпус блока : Основная часть модели, формирующая форму и объем шлифовального блока. Корпус может быть цельным или состоять из нескольких частей, соединенных между собой. Форма корпуса определяет тип угла (внутренний или внешний) и эргономику блока. На корпусе могут быть предусмотрены элементы для крепления наждачной бумаги и дополнительные функции (например, отсеки для хранения или пылеотвод).
- Рабочая поверхность : Плоскость или профиль на корпусе блока, к которой крепится наждачная бумага и которая непосредственно контактирует с обрабатываемой поверхностью. Рабочая поверхность имеет угол 90 градусов и может быть выполнена в виде двух плоскостей, сходящихся или расходящихся под углом 90 градусов, или иметь более сложную форму для специализированной шлифовки. Поверхность может быть гладкой или текстурированной для лучшего сцепления с наждачной бумагой или клейким основанием.
- Крепления для наждачной бумаги : Элементы для фиксации наждачной бумаги на рабочей поверхности блока. В зависимости от типа крепления, это могут быть клейкое основание, зажимы/клипсы, липучка Velcro или пазы/углубления. Крепления должны обеспечивать надежную фиксацию бумаги во время работы и легкую смену абразива.
- Рукоятка/Эргономичные элементы : Элементы на корпусе блока, предназначенные для удобного удержания и контроля блока во время шлифовки. Рукоятка может быть интегрирована в корпус блока или быть отдельной деталью, присоединяемой к корпусу. Эргономичные элементы могут включать рифления, выступы, углубления под пальцы, форму, адаптированную под захват рукой, или мягкие накладки для комфорта при длительной работе.
- Дополнительные функции : Отсеки для хранения наждачной бумаги, карандашей или измерительных инструментов, магниты для крепления к металлическим поверхностям, пылеотвод для подключения к пылесосу, уровни для контроля вертикальности или горизонтальности шлифовки, или другие функции, расширяющие возможности и удобство использования блока.
Размеры:
Размеры модели «Шлифовальный блок для углов 90 градусов» могут варьироваться в зависимости от назначения и предпочтений пользователя. Типичные размеры:
- Длина рабочей поверхности (каждой стороны угла): 50-150 мм (5-15 см), наиболее распространенный размер — 80-120 мм. Миниатюрные блоки могут иметь длину рабочей поверхности 20-50 мм, крупные блоки — 150 мм и более.
- Ширина блока (в самом широком месте): 30-80 мм (3-8 см), обычно пропорциональна длине рабочей поверхности и обеспечивает удобный захват.
- Высота блока (толщина): 15-30 мм (1.5-3 см), достаточная для прочности и удобства удержания. Толщина может быть увеличена для крупных блоков или блоков с дополнительными функциями.
- Угол рабочей поверхности: 90 градусов (строго перпендикулярные плоскости). Допустимы незначительные отклонения в пределах 0.1-0.5 градуса для компенсации погрешностей печати и обеспечения точного угла шлифовки.
- Масштабирование: Модель может быть легко масштабирована для печати блоков разных размеров. Для печати крупных блоков может потребоваться увеличение толщины стенок и заполнения для обеспечения прочности и жесткости конструкции.
Материалы для печати:
Для печати модели «Шлифовальный блок для углов 90 градусов» рекомендуется использовать следующие материалы, в зависимости от желаемой прочности, износостойкости, точности и бюджета:
- PLA пластик: Оптимальный выбор для печати шлифовальных блоков для общего назначения и небольших нагрузок. PLA экологически чистый, простой в печати, доступен в широкой цветовой гамме и обеспечивает достаточную жесткость и точность геометрии для шлифовки. PLA подходит для шлифовки мягких материалов — дерева, пластика, шпатлевки, грунтовки.
- PETG пластик: Более прочный, гибкий и износостойкий материал, чем PLA. PETG лучше выдерживает механические нагрузки и менее хрупок, чем PLA, что делает его хорошим выбором для блоков, предназначенных для интенсивного использования и шлифовки более твердых материалов. PETG также химически стоек и менее подвержен деформации при нагреве.
- PLA+ пластик: Улучшенная версия PLA с повышенной прочностью и ударной вязкостью. PLA+ сочетает в себе простоту печати PLA и повышенную прочность PETG, что делает его универсальным выбором для шлифовальных блоков средней и высокой нагрузки.
- ABS пластик: Прочный, термостойкий и ударопрочный материал. ABS подходит для блоков, предназначенных для профессионального использования в условиях повышенных нагрузок, температурных перепадов и агрессивных сред. ABS требует более точной настройки печати и хорошей вентиляции.
- Нейлон (Nylon): Сверхпрочный, гибкий и износостойкий материал. Нейлон подходит для печати наиболее прочных и долговечных шлифовальных блоков, предназначенных для интенсивного профессионального использования и шлифовки абразивных материалов (например, металла, камня, керамики). Нейлон требует специальных настроек принтера и сушки перед печатью.
- TPU/Flex пластик (для эргономичных элементов): Гибкие пластики могут быть использованы для печати отдельных элементов модели, требующих гибкости и мягкости — например, рукояток, накладок на корпус или элементов крепления наждачной бумаги. Гибкие элементы могут улучшить эргономику и удобство использования блока. Печать гибкими пластиками требует специальных настроек принтера и опыта.
- Композитные пластики (Carbon fiber/Glass fiber filled PLA/PETG/Nylon): Пластик с добавлением углеродного или стекловолокна обеспечивает максимальную жесткость, прочность и износостойкость. Композитные пластики подходят для печати профессиональных шлифовальных блоков, предназначенных для интенсивного использования и шлифовки твердых и абразивных материалов. Композитные пластики могут быть более сложными в печати и требовать износостойкого сопла.
Настройки печати:
Рекомендуемые настройки печати могут отличаться в зависимости от вашего 3D принтера и материала. Общие рекомендации:
- Для фотополимерной смолы (SLA/DLP): Не рекомендуется для функциональных шлифовальных блоков, так как смола менее износостойка и прочна, чем термопластики. Смола может быть использована для печати прототипов или декоративных вариантов блока. Настройки печати — в соответствии с рекомендациями производителя смолы и принтера.
- Для FDM (PLA, PLA+, PETG, ABS, Nylon, Composite plastics):
- Слой: 0.15 — 0.2 мм (для детализации и качества поверхности, особенно для блоков с мелкими элементами крепления и эргономичными элементами) или 0.2 — 0.3 мм (для скорости печати простых функциональных блоков)
- Заполнение: 25 — 50% (для прочности и жесткости, функциональные блоки требуют более высокого заполнения, чем декоративные модели) или 100% (для максимальной прочности и износостойкости, если блок предназначен для интенсивного профессионального использования или шлифовки твердых материалов). Для блоков из композитных пластиков заполнение может быть уменьшено до 20-30% за счет высокой прочности материала.
- Скорость печати: 40 — 60 мм/с (для качества поверхности и точности геометрии, особенно для блоков с мелкими деталями и сложными формами) или 30-50 мм/с (для ABS и Nylon, требующих более медленной печати для предотвращения деформаций и расслоения)
- Поддержки: Могут потребоваться для нависающих элементов — рукоятки, элементов крепления наждачной бумаги, отсеков для хранения и других дополнительных функций. Используйте структурные поддержки (например, tree supports) или растворимые поддержки (PVA) для PLA и PETG для облегчения удаления и минимизации следов поддержек на поверхности. Для ABS и Nylon поддержки могут потребоваться для большинства нависающих элементов и рекомендуется использовать платформу с подогревом и закрытую камеру печати для минимизации деформаций. Оптимизируйте ориентацию деталей для минимизации количества поддержек и их расположения в менее заметных местах.
- Ретракт: Настройте ретракт для минимизации нитей и соплей при печати детализированных элементов и текстур. Для гибких пластиков (TPU, Nylon) ретракт может быть отключен или минимизирован.
- Обдув: Обеспечьте достаточный обдув для быстрого охлаждения слоев и улучшения детализации, особенно при печати PLA и PETG. Для ABS и Nylon обдув должен быть минимальным или отключен для предотвращения деформации и расслоения. Для PETG обдув может быть умеренным.
- Температура платформы: В соответствии с рекомендациями производителя материала и принтера. Для PLA и PETG обычно достаточно 60-70°C, для ABS и Nylon требуется платформа с подогревом до 100-110°C и закрытая камера печати.
Сборка:
Сборка модели зависит от типа конструкции. Цельные блоки не требуют сборки. Сборные модели могут включать соединение корпуса, рукоятки, зажимов/клипс, отсеков для хранения и других дополнительных элементов. Соединение деталей может осуществляться с помощью:
- Клея: Использование клея для пластика (например, цианоакрилатного клея «суперклей», клея для моделей пластика или эпоксидной смолы). Клей обеспечивает прочное и надежное соединение крупных и мелких деталей. Для функциональных блоков рекомендуется использовать эпоксидную смолу для обеспечения максимальной прочности и термостойкости соединения. Для соединения декоративных элементов можно использовать цианоакрилатный клей для быстрой фиксации.
- Штифтов : В некоторых моделях могут быть предусмотрены отверстия для штифтов (например, деревянных или пластиковых стержней), обеспечивающих дополнительное усиление соединения и точное выравнивание деталей, особенно для соединения рукоятки с корпусом, зажимов с корпусом или отсеков для хранения с корпусом. Штифты вклеиваются в отверстия с клеем.
- Винтов и гаек : Для обеспечения разборного соединения деталей (например, для съемных зажимов или отсеков для хранения) можно использовать мелкие винты и гайки, вставляемые в отверстия в деталях модели. Винты и гайки обеспечивают прочное и надежное соединение, позволяющее разбирать и собирать блок при необходимости. Для усиления соединения можно использовать вставки с резьбой (heat-set inserts) в пластиковые детали.
- Защелок : В некоторых сборных моделях могут быть предусмотрены защелкивающиеся соединения для быстрой и удобной сборки без использования дополнительных элементов, особенно для соединения небольших декоративных элементов или элементов крепления наждачной бумаги.
Постобработка (опционально, в зависимости от желаемого внешнего вида и функциональности):
- Удаление поддержек: Аккуратно удалить поддержки (если использовались) после печати, стараясь не повредить функциональные поверхности и элементы крепления наждачной бумаги.
- Шлифовка (опционально, для улучшения поверхности): Незначительная шлифовка может быть выполнена для удаления видимых слоев печати и сглаживания поверхности корпуса блока, особенно если планируется покраска или лакировка. Рабочие поверхности блока (углы 90 градусов) не рекомендуется шлифовать, чтобы не нарушить точность геометрии.
- Грунтовка и покраска (опционально, для улучшения внешнего вида и защиты): Грунтовка и покраска могут быть выполнены для улучшения внешнего вида блока, защиты пластика от УФ-излучения и механических повреждений, а также для персонализации дизайна. Используйте грунтовку и краски для пластика в аэрозольном баллончике или наносите аэрографом или кистью. Цвет покраски может быть выбран в соответствии с предпочтениями пользователя или для цветовой кодировки блоков разного назначения (например, разные цвета для блоков разной зернистости или разных типов углов).
- Лакировка (опционально, для защиты покраски и придания блеска): Лакировка может быть выполнена для защиты покраски от повреждений и стирания, а также для придания блоку желаемого блеска — глянцевого, полуматового или матового. Используйте лак для пластика в аэрозольном баллончике или наносите кистью или аэрографом в несколько тонких слоев. Для функциональных блоков рекомендуется использовать износостойкий матовый или полуматовый лак для предотвращения бликов и улучшения сцепления с рукой.
- Флокирование (опционально, для эргономичных элементов): Нанесение ворсистого покрытия (флока) на рукоятку или другие элементы корпуса блока для улучшения эргономики и комфорта удержания. Флокирование придает поверхности мягкую, бархатистую текстуру и предотвращает скольжение руки. Используйте специальный клей для флокирования и флок желаемого цвета и длины ворса.
- Добавление противоскользящих накладок : Приклеивание резиновых или силиконовых накладок на основание блока или рукоятку для улучшения сцепления с поверхностью и предотвращения скольжения во время работы. Противоскользящие накладки могут быть вырезаны из листовой резины, силикона или куплены готовые самоклеящиеся накладки.
Преимущества:
- Обеспечивает точную и равномерную шлифовку углов 90 градусов — как внутренних, так и внешних.
- Улучшает качество обработки угловых соединений и поверхностей, позволяя добиться профессионального результата.
- Ускоряет и облегчает процесс ручной шлифовки углов, снижая утомляемость и повышая производительность.
- Эргономичная форма и удобство удержания обеспечивают комфортную и контролируемую работу.
- Разнообразие вариантов и возможность кастомизации — можно выбрать блок, наилучшим образом соответствующий вашим задачам и предпочтениям.
- Экономичное решение — 3D печать блока обходится дешевле покупки фирменных шлифовальных инструментов аналогичного назначения.
- Развивает навыки 3D печати, моделирования, постобработки и ручной обработки материалов, а также повышает эффективность и качество DIY-проектов и мастерской работы.
- Может быть использован для шлифовки различных материалов — дерева, пластика, металла, композитов, 3D печатных пластиков, шпатлевки, грунтовки и лакокрасочных покрытий.
- Подходит для разных видов работ — моделирования, столярных работ, слесарных работ, авторемонта, отделочных работ, 3D печати и других DIY-проектов.
Недостатки:
- Пластиковый блок может быть менее износостойким и долговечным, чем металлические или деревянные аналоги, особенно при интенсивном профессиональном использовании и шлифовке абразивных материалов. Для увеличения износостойкости и долговечности рекомендуется использовать прочные материалы (PETG, ABS, Nylon, композиты) и увеличить толщину стенок и заполнение блока.
- Точность геометрии и качество поверхности рабочей поверхности блока зависят от качества 3D печати и настроек принтера. Неточности печати могут привести к неточному углу 90 градусов и неравномерной шлифовке. Для обеспечения высокой точности рекомендуется использовать высококачественный 3D принтер с точной калибровкой и оптимизированными настройками печати.
- Пластиковый блок может быть менее жестким и устойчивым к деформации, чем металлические аналоги, особенно при шлифовке твердых материалов с применением большого усилия. Для увеличения жесткости рекомендуется использовать жесткие материалы (PLA, PLA+, ABS, композиты) и увеличить толщину стенок и заполнение блока. Для шлифовки твердых материалов может быть предпочтительнее использовать блоки из более жестких материалов — металла или дерева.
- Крепление наждачной бумаги с помощью клея может быть менее удобным и быстрым, чем механические зажимы или липучка Velcro, особенно при частой смене абразива. Механические зажимы и липучка Velcro могут быть более сложными в реализации и печати, чем простое клейкое основание.
Заключение:
3D модель «Шлифовальный блок для углов 90 градусов» – это практичный и функциональный инструмент, который значительно упрощает и улучшает качество ручной шлифовки углов 90 градусов. Специализированная форма, эргономичный дизайн, разнообразие вариантов и возможность кастомизации делают эту модель отличным выбором для любого мастера, занимающегося обработкой дерева, пластика, металла или 3D печатных изделий. Шлифовальный блок для углов 90 градусов, напечатанный на 3D принтере и доработанный с учетом ваших потребностей, станет незаменимым помощником в вашей мастерской, позволяя добиться профессиональной точности и качества обработки угловых соединений и поверхностей в ваших проектах.
 Дом и офис
Дом и офис Детали
Детали 3д фигурки
3д фигурки Игрушки и игры
Игрушки и игры Полезные вещи
Полезные вещи Инструменты
Инструменты Садоводство
Садоводство Стиль и мода
Стиль и мода