3D модель BMW R32 1925 года для печати на 3D принтере
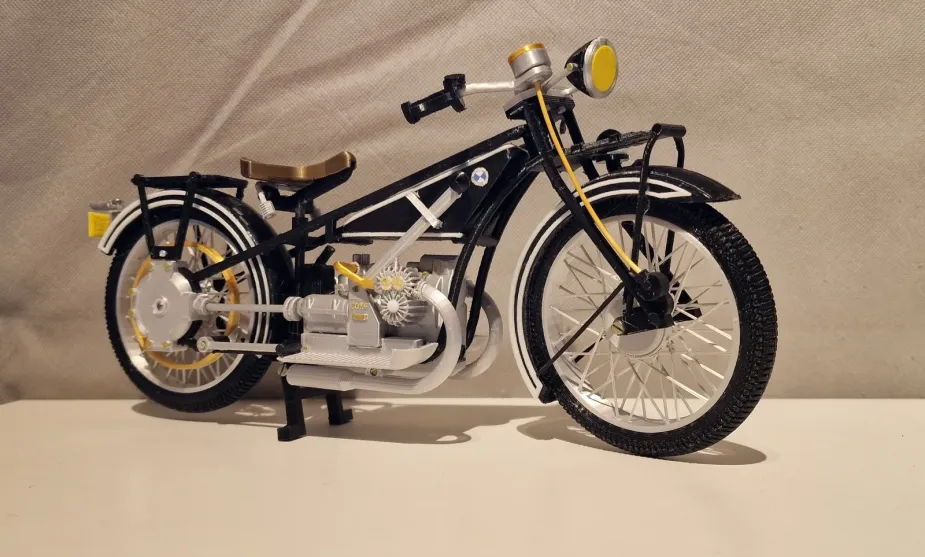
Эта 3D модель представляет собой детальную реплику мотоцикла BMW R32 1925 года, разработанную специально для печати на 3D принтере. BMW R32 — это первый мотоцикл, выпущенный компанией BMW, и он является важной вехой в истории мотоциклостроения. Эта 3D модель позволит вам воссоздать культовый мотоцикл в миниатюре, демонстрируя историческую точность и механические детали оригинального транспортного средства. Модель предназначена для коллекционеров классических мотоциклов, любителей истории техники, моделистов и всех, кто интересуется 3D печатью и хочет создать уникальный декоративный элемент или образовательный материал. Модель стремится к максимальной детализации и точности воспроизведения внешнего вида и конструктивных особенностей BMW R32, обеспечивая при этом оптимизацию для 3D печати, легкость сборки и привлекательный внешний вид даже без сложной постобработки. Модель может быть выполнена в разных масштабах и вариантах исполнения, от статичной декоративной фигурки до частично функциональной модели с подвижными элементами.
Особенности модели:
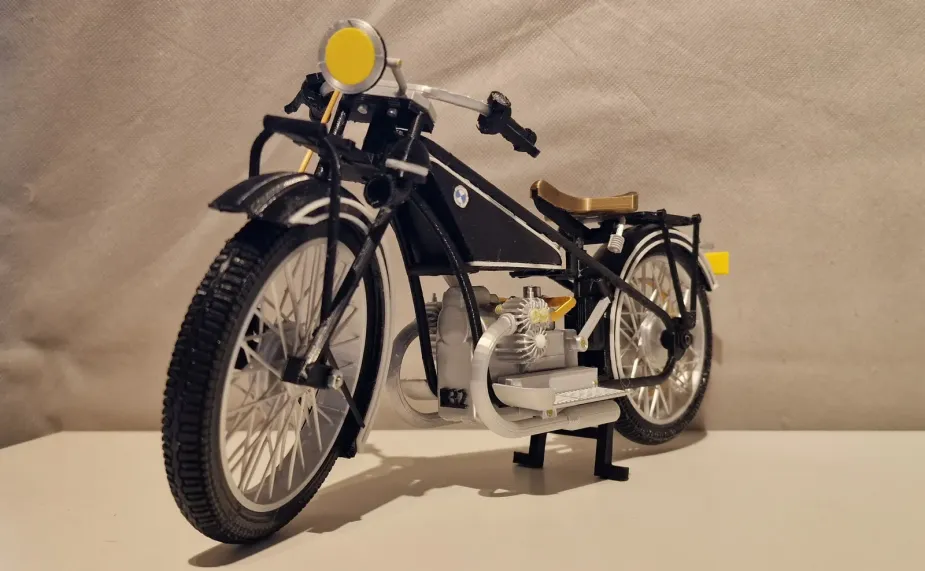
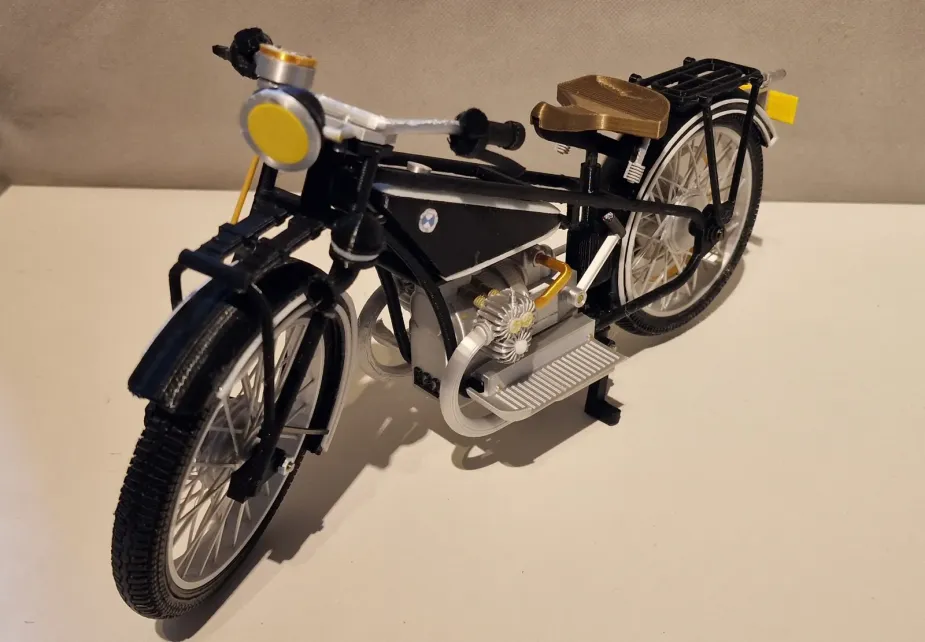
- Историческая точность : Модель стремится к максимальной точности воспроизведения внешнего вида и конструктивных особенностей BMW R32 1925 года, основываясь на чертежах, фотографиях и исторических документах. Воссозданы характерные элементы дизайна — оппозитный двигатель, карданный вал, рама трубчатой конструкции, рычажная передняя вилка, седло на пружинах, фара классической формы, бензобак каплевидной формы, колеса со спицами и другие детали. Модель демонстрирует пропорции, формы и детализацию, стремясь к аутентичному виду оригинального мотоцикла начала XX века. Для достижения максимальной точности модель может быть разделена на большое количество деталей, позволяя воспроизвести даже мелкие элементы конструкции и отделки.
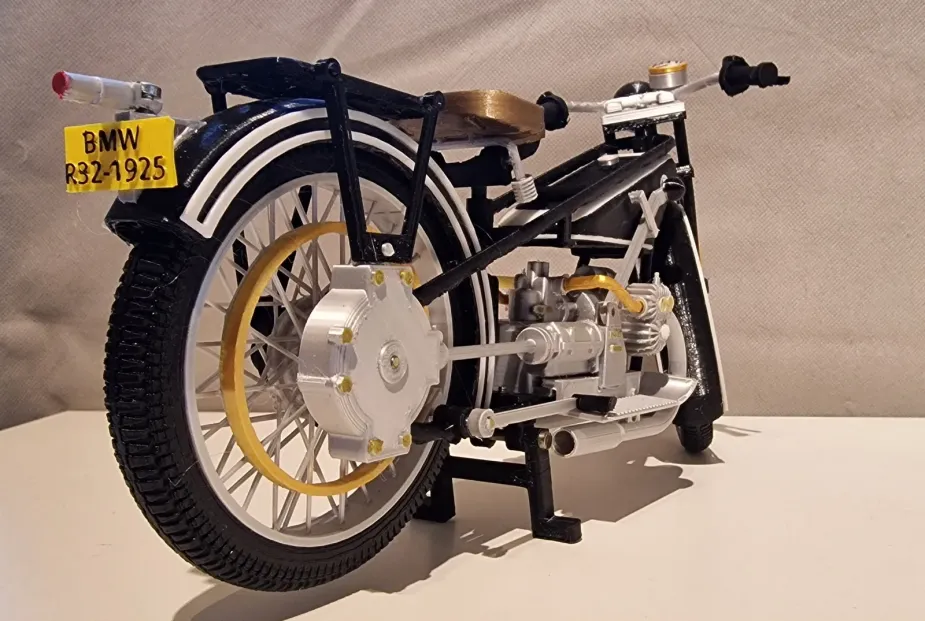
- Детализация двигателя и механических узлов : Модель включает детализированное воспроизведение оппозитного двигателя BMW R32, карданного вала, трансмиссии, подвески, тормозной системы и других механических узлов. Видны цилиндры двигателя с ребрами охлаждения, карбюратор, выхлопная система, карданный вал, задний мост, рычаги подвески, тормозные барабаны, цепи и другие механические элементы. Детализация механических узлов может быть выполнена в разной степени — от упрощенного воспроизведения внешних контуров до полной детализации с воспроизведением внутренней структуры и подвижных элементов. Для продвинутых моделистов модель может предоставлять возможность сборки частично функциональной модели с подвижными колесами, рулем, рычагами подвески и другими элементами.
- Оптимизация для 3D печати : Модель разработана с учетом особенностей 3D печати и оптимизирована для печати на разных типах 3D принтеров — FDM, SLA/DLP, SLS и других. Детали модели спроектированы таким образом, чтобы минимизировать необходимость в поддержках или обеспечить легкое удаление поддержек без повреждения деталей. Разделение модели на части выполнено с учетом технологических ограничений 3D печати и обеспечивает удобство печати, сборки и постобработки. Толщина стенок деталей и геометрия элементов оптимизированы для обеспечения прочности и жесткости конструкции при минимальном расходе материала. Модель может быть напечатана как в крупном, так и в мелком масштабе, адаптируясь под разные размеры стола печати и требования к детализации.
- Модульность и разделение на части : Модель BMW R32 обычно разделена на множество отдельных деталей для максимальной детализации, удобства печати и сборки. Разделение может быть выполнено по функциональным узлам — рама, двигатель, колеса, подвеска, руль, седло, бензобак, фара, крылья, выхлопная система и другие элементы. Количество деталей может варьироваться от нескольких десятков до нескольких сотен, в зависимости от масштаба модели и степени детализации. Разделение на части позволяет печатать детали разными цветами пластика или из разных материалов, упрощает покраску и постобработку отдельных элементов, а также обеспечивает возможность сборки модели разными способами — с использованием клея, винтов, магнитов или защелок. Модульность модели позволяет создавать разные варианты исполнения — статичную модель, частично функциональную модель с подвижными элементами или модель-конструктор для сборки и разборки.
- Варианты масштаба и размеров ): Модель BMW R32 может быть выполнена в разных масштабах — 1:6, 1:8, 1:10, 1:12, 1:16, 1:24 или других масштабах, адаптируясь под разные цели использования и размеры стола печати. Крупные масштабы (1:6, 1:8, 1:10) позволяют достичь максимальной детализации и воспроизвести даже мелкие элементы конструкции и отделки. Средние масштабы (1:12, 1:16) обеспечивают хороший баланс между детализацией и компактностью модели, подходя для коллекционирования и размещения на полке. Мелкие масштабы (1:24 и мельче) позволяют создавать диорамы, виньетки и модели для железнодорожного моделизма.
- Варианты исполнения — статичная или частично функциональная : Модель BMW R32 может быть выполнена в двух основных вариантах — статичная декоративная модель или частично функциональная модель с подвижными элементами. Статичная модель предназначена для демонстрации и коллекционирования, сочетая высокую детализацию и простоту сборки. Частично функциональная модель предоставляет возможность сборки модели с подвижными колесами, рулем, рычагами подвески, поршнями двигателя и другими элементами, обеспечивая большую интерактивность и образовательную ценность. Вариант исполнения определяет сложность модели, количество деталей и требования к точности печати и сборки. Частично функциональные модели обычно требуют более высокого уровня навыков 3D печати и моделирования, а также использования дополнительных материалов — подшипников, пружин, крепежных элементов.
- Наличие подставки или диорамы : Модель BMW R32 может быть разработана с подставкой или элементами диорамы для демонстрации модели в выгодном ракурсе и создания законченной композиции. Подставка может быть выполнена в виде простой платформы с логотипом BMW и названием модели или в виде стилизованной подставки, имитирующей дорожное покрытие, брусчатку, грунт или другие поверхности. Диорама может включать элементы окружающей среды начала XX века — дорожные знаки, кирпичную стену, деревянный забор, фигурки людей или аксессуары эпохи. Подставка или диорама могут быть напечатаны отдельно и соединяться с моделью мотоцикла в процессе сборки, или быть интегрированы в общую композицию в виде единого целого. Подставка или диорама улучшают визуальное восприятие модели, придают ей законченный вид и обеспечивают устойчивость при размещении на горизонтальной поверхности.
- Оптимизация для разных типов 3D принтеров : Модель разработана с учетом возможностей и ограничений разных типов 3D принтеров — FDM, SLA/DLP, SLS и других. Для FDM печати модель оптимизирована для печати без поддержек или с минимальным их количеством, обеспечивая хорошее качество поверхности даже при послойной печати. Для SLA/DLP печати модель позволяет реализовать максимальную детализацию и гладкую поверхность, воспроизводя даже мелкие элементы конструкции и отделки. Для SLS печати модель предоставляет возможность печати сложных геометрических форм и внутренних структур без поддержек, обеспечивая высокую точность и прочность деталей. Настройки печати для разных типов принтеров могут отличаться, и рекомендуется использовать настройки, оптимизированные для конкретного типа принтера и материала.
- Возможность кастомизации и модификации : Модель может быть легко кастомизирована и модифицирована в программах 3D моделирования для адаптации под конкретные задачи и предпочтения пользователя. Варианты кастомизации могут включать:
- Изменение масштаба и размеров: Адаптация размеров модели под разные цели использования и размеры стола печати. Изменение масштаба модели для соответствия другим моделям в коллекции или для создания диорам и виньеток.
- Добавление или изменение деталей: Увеличение или уменьшение детализации модели, добавление или изменение текстуры поверхности, узоров, надписей, изображений или декоративных элементов. Адаптация под разные варианты отделки — хромированные элементы, кожаное седло, резиновые шины, стеклянная фара или имитация ржавчины и патинирования для создания эффекта старения.
- Изменение функциональности модели: Превращение статичной модели в частично функциональную модель с подвижными колесами, рулем, подвеской и другими элементами. Добавление механических элементов — пружин, подшипников, шестерен или электронных компонентов — подсветки фары, звуковых эффектов двигателя или радиоуправления.
- Создание вариантов модели: Модификация модели для воспроизведения разных вариантов BMW R32 — спортивной версии, военной версии, версии с коляской или тюнингованной версии. Создание тематических вариантов модели — новогодней версии, стимпанк версии, киберпанк версии или фантазийной версии.
- Разработка диорамы или подставки: Создание уникальной подставки или диорамы для демонстрации модели в выгодном ракурсе и создания законченной композиции. Добавление элементов окружающей среды — дорожных знаков, зданий, фигурок людей или аксессуаров эпохи.
Детали модели:
- Рама : Основной несущий элемент модели, формирующий каркас мотоцикла и обеспечивающий жесткость и прочность конструкции. Рама BMW R32 выполнена из трубчатых элементов с характерной геометрией и узлами крепления для двигателя, подвески, колес и других элементов. Модель рамы обычно разделена на несколько частей для удобства печати и сборки, соединяясь между собой с помощью замков, пазов, выступов или крепежных элементов. Детализация рамы может включать воспроизведение сварных швов, отверстий для крепежа, усиливающих элементов и номерных знаков.
- Двигатель : Детализированная реплика оппозитного двигателя BMW R32, включающая цилиндры, головки цилиндров, картер, крышки, карбюратор, генератор, стартер, свечи зажигания, провода, патрубки и другие элементы. Двигатель может быть выполнен в виде цельного блока или разделен на несколько частей для улучшения детализации и удобства печати и покраски. Детализация двигателя может включать воспроизведение ребер охлаждения, текстуры металла, крепежных элементов, шлангов и проводов. Для частично функциональных моделей двигатель может включать подвижные поршни, коленчатый вал, клапаны и другие элементы механизма.
- Колеса : Реплики колес BMW R32 со спицами, шинами и тормозными барабанами. Колеса обычно состоят из нескольких деталей — обод, спицы, ступица, тормозной барабан, шина. Спицы могут быть выполнены в виде отдельных элементов или быть интегрированы в обод в виде имитации. Шины могут быть напечатаны из гибкого пластика (TPU/Flex) для реалистичного вида и тактильных ощущений или быть выполнены из твердого пластика с имитацией протектора. Тормозные барабаны могут быть детализированы с воспроизведением колодок, рычагов и тормозных тросов. Для частично функциональных моделей колеса могут быть подвижными, вращаясь на осях или подшипниках.
- Подвеска : Реплика рычажной передней вилки и задней подвески BMW R32, включающая рычаги, пружины, амортизаторы, стойки, оси и другие элементы. Подвеска может быть выполнена в виде статичной имитации или быть частично функциональной с подвижными рычагами и пружинами. Детализация подвески может включать воспроизведение крепежных элементов, шарниров, амортизаторов и пружин. Для частично функциональных моделей подвеска может обеспечивать ограниченную подвижность и имитацию работы амортизаторов.
- Рулевое управление : Реплика рулевого управления BMW R32, включающая руль, рулевую колонку, рычаги управления, тросы и другие элементы. Руль может быть выполнен в виде цельной детали или состоять из нескольких элементов — рулевая труба, ручки, рычаги управления, зеркала заднего вида. Рулевое управление может быть статичным или частично функциональным с поворотным рулем и связанной с ним передней вилкой. Детализация рулевого управления может включать воспроизведение ручек с текстурой, рычагов с шарнирами, тросов и проводов.
- Сиденье : Реплика седла BMW R32 на пружинах, включающая основу седла, пружины, обивку и крепежные элементы. Седло может быть выполнено в виде цельной детали или состоять из нескольких элементов — основа, пружины, обивка, крепеж. Обивка седла может быть имитирована текстурой пластика или быть выполнена из гибкого пластика (TPU/Flex) для реалистичного вида и тактильных ощущений. Пружины могут быть напечатаны из твердого пластика или быть заменены металлическими пружинами для увеличения реалистичности и функциональности. Детализация седла может включать воспроизведение швов обивки, текстуры кожи или ткани, крепежных элементов и логотипа BMW.
- Бензобак : Реплика бензобака BMW R32 каплевидной формы, включающая крышку бензобака, горловину, кран и крепежные элементы. Бензобак может быть выполнен в виде цельной детали или разделен на несколько частей для удобства печати и покраски. Детализация бензобака может включать воспроизведение крышки с логотипом BMW, горловины с резьбой, крана с ручкой и крепежных элементов. Поверхность бензобака может быть гладкой или текстурированной с имитацией металлической поверхности или покраски.
- Фара : Реплика фары BMW R32 классической формы, включающая корпус фары, отражатель, рассеиватель, лампу и крепежные элементы. Фара может быть выполнена в виде цельной детали или разделена на несколько частей — корпус, отражатель, рассеиватель, крепеж. Рассеиватель фары может быть напечатан из прозрачного пластика (PLA, PETG, ABS) или быть заменен прозрачным материалом — стеклом или оргстеклом. Для частично функциональных моделей фара может быть оснащена светодиодом и источником питания для имитации работы фары. Детализация фары может включать воспроизведение корпуса с рельефом, отражателя с текстурой, рассеивателя с линзой и крепежных элементов.
- Крылья : Реплики переднего и заднего крыльев BMW R32, защищающих мотоцикл от грязи и воды. Крылья могут быть выполнены в виде цельных деталей или разделены на несколько частей для удобства печати и покраски. Крылья могут быть детализированы с воспроизведением формы, изгибов, крепежных элементов и номерных знаков. Поверхность крыльев может быть гладкой или текстурированной с имитацией металлической поверхности или покраски.
- Выхлопная система : Реплика выхлопной системы BMW R32, включающая выпускные трубы, глушитель и крепежные элементы. Выхлопная система может быть выполнена в виде цельной детали или разделена на несколько частей для улучшения детализации и удобства печати и покраски. Детализация выхлопной системы может включать воспроизведение труб с изгибами, глушителя с формой и крепежных элементов. Поверхность выхлопной системы может быть текстурированной с имитацией металлической поверхности, ржавчины или патинирования для создания эффекта старения.
- Другие элементы : Подножки, рычаги переключения передач и тормоза, подножка, зеркала заднего вида, номерной знак, фары заднего фонаря, сигналы поворота, спидометр, тахометр, приборная панель, сумки для инструментов, аккумулятор, проводка, шланги, цепи, ремни, наклейки, эмблемы, логотипы и другие мелкие детали, дополняющие образ BMW R32 и усиливающие реалистичность модели. Эти элементы могут быть выполнены в виде отдельных деталей и прикреплены к основной модели в процессе сборки или быть интегрированы в основные детали в виде имитации.
Материалы для печати:
Для печати модели BMW R32 1925 года рекомендуется использовать следующие материалы, в зависимости от желаемой детализации, прочности, внешнего вида и бюджета:
- PLA пластик: Оптимальный выбор для печати декоративных моделей благодаря простоте печати, доступности в широкой цветовой гамме и хорошей детализации. PLA подходит для печати основных деталей модели — рамы, двигателя, колес, бензобака, крыльев и других элементов. Для создания реалистичной отделки можно использовать PLA разных цветов — черный, серый, серебристый, коричневый, бежевый или их комбинации. PLA с эффектом шелка или металлизированный PLA может быть использован для имитации хромированных деталей и металлической отделки.
- PLA+ пластик: Улучшенная версия PLA с повышенной прочностью и ударной вязкостью. PLA+ может быть использован для печати деталей, требующих повышенной прочности и износостойкости — элементов подвески, колес, рамы или функциональных элементов частично функциональной модели. Детализация и цветовая гамма аналогичны PLA.
- PETG пластик: Более гибкий и износостойкий материал, чем PLA и PLA+. PETG лучше выдерживает механические нагрузки, менее хрупок чем PLA и более термостойкий, что делает его хорошим выбором для деталей, подверженных нагрузкам и трению — элементов подвески, колес, шарниров или функциональных элементов частично функциональной модели. PETG также химически стоек и менее подвержен деформации при нагреве. PETG может быть использован для печати прозрачных элементов — рассеивателя фары, стекол приборов или декоративных элементов в прозрачных или полупрозрачных вариантах.
- ABS пластик: Прочный, термостойкий и ударопрочный материал. ABS подходит для деталей, требующих максимальной прочности и термостойкости — элементов рамы, двигателя, подвески, колес или функциональных элементов частично функциональной модели. ABS требует более точной настройки печати и хорошей вентиляции. ABS может быть использован для печати деталей, требующих последующей механической обработки — шлифовки, полировки, окраски и химической полировки парами ацетона для достижения максимально гладкой поверхности.
- Фотополимерная смола (SLA/DLP): Подходит для печати высокодетализированных мелких деталей модели — спиц колес, ребер охлаждения двигателя, мелких элементов отделки, крепежных элементов или функциональных элементов частично функциональной модели. Смола обеспечивает максимальную детализацию и гладкую поверхность, что особенно важно для моделей в мелких масштабах и для воспроизведения мелких элементов конструкции и отделки. Фигурки из смолы могут быть более хрупкими и менее износостойкими, чем фигурки из термопластиков. Настройки печати — в соответствии с рекомендациями производителя смолы и принтера. Для печати крупных элементов модели может потребоваться большой формат печати SLA/DLP принтера или разделение модели на большее количество частей. Прозрачная смола может быть использована для печати рассеивателя фары, стекол приборов или декоративных элементов с эффектом стекла или кристалла.
- Гибкие пластики (TPU/Flex): Гибкие пластики (TPU/Flex) могут быть использованы для печати шин колес, обивки седла, ручек руля, шлангов, ремней или других элементов модели, требующих гибкости и эластичности. Гибкие пластики позволяют создать реалистичные шины с протектором, мягкое седло и тактильно приятные элементы управления. Для печати гибкими пластиками требуется специальная настройка принтера и может потребоваться прямой экструдер.
- Металлизированные пластики (PLA, PETG, ABS с добавлением металла): Пластики с добавлением металлических порошков — бронзы, меди, алюминия, стали или золота позволяют создавать детали с эффектом металла и повышенной плотностью и тактильными ощущениями, близкими к металлу. Металлизированные пластики могут быть использованы для печати деталей отделки — хромированных элементов, металлических крыльев, бензобака, двигателя или других элементов с металлической фактурой. Металлизированные пластики требуют специальных сопел и настроек печати и могут быть подвергнуты постобработке — шлифовке, полировке, патинированию для усиления эффекта металла.
Настройки печати:
Рекомендуемые настройки печати могут отличаться в зависимости от вашего 3D принтера и материала. Общие рекомендации:
- Для фотополимерной смолы (SLA/DLP): Подходит для печати высокодетализированных мелких деталей модели. Смола обеспечивает максимальную детализацию и гладкую поверхность. Настройки печати — в соответствии с рекомендациями производителя смолы и принтера. Ориентация деталей на платформе печати может быть важна для минимизации поддержек и обеспечения качества поверхности. Для деталей с мелкими элементами рекомендуется использовать низкую толщину слоя (0.025-0.05 мм) и уменьшить скорость подъема платформы для улучшения детализации и точности. Для печати прозрачных элементов рекомендуется использовать прозрачную смолу и оптимизировать настройки печати для достижения максимальной прозрачности.
- Для FDM (PLA, PLA+, PETG, ABS, ASA, Nylon, гибкие пластики, металлизированные пластики):
- Слой: 0.1 — 0.2 мм (для детализации и качества поверхности, особенно для моделей с мелкими элементами и сложной геометрией) или 0.2 — 0.3 мм (для скорости печати простых деталей и массового производства). Для деталей с мелкими элементами и текстурой рекомендуется использовать слой 0.1-0.15 мм для улучшения детализации и качества поверхности.
- Заполнение: 15 — 25% (для экономии материала и достаточной прочности для декоративных моделей, предназначенных для демонстрации и коллекционирования) или 25-50% (для более прочных моделей, предназначенных для активного использования, функциональных элементов и механических нагрузок). Для крупных деталей рамы и двигателя рекомендуется увеличить заполнение до 30-50% для обеспечения жесткости и прочности. Для мелких деталей отделки и декоративных элементов заполнение может быть уменьшено до 10-15% для экономии материала.
- Скорость печати: 40 — 60 мм/с (для качества поверхности и точности геометрии, особенно для моделей с мелкими деталями и сложными формами) или 30-50 мм/с (для ABS, ASA и Nylon, требующих более медленной печати для предотвращения деформаций и расслоения, и для гибких пластиков и металлизированных пластиков, требующих более медленной печати для улучшения качества поверхности и адгезии слоев). Для деталей с мелкими элементами и текстурой рекомендуется уменьшить скорость печати до 30-40 мм/с для улучшения детализации и качества поверхности.
- Поддержки: Рекомендуется оптимизировать ориентацию деталей на столе печати для минимизации количества поддержек и их расположения в менее заметных местах. Для деталей сложной геометрии и с нависающими элементами может потребоваться использование поддержек. Используйте легко удаляемые поддержки или растворимые поддержки (PVA, HIPS) для облегчения удаления и минимизации следов поддержек на поверхности. Для мелких деталей отделки и декоративных элементов рекомендуется использовать минимальные поддержки для сохранения детализации и качества поверхности.
- Ретракт: Настройте ретракт для минимизации нитей и соплей при печати детализированных элементов и текстур. Для гибких пластиков (TPU/Flex) ретракт может быть отключен или минимизирован. Для ABS и ASA ретракт должен быть настроен точно для предотвращения нитей и деформаций. Для металлизированных пластиков ретракт может быть увеличен для предотвращения нитей и соплей из-за повышенной вязкости материала.
- Обдув: Обеспечьте достаточный обдув для быстрого охлаждения слоев и улучшения детализации, особенно при печати PLA и PETG. Для ABS и ASA обдув должен быть минимальным или отключен для предотвращения деформации и расслоения. Для PETG обдув может быть умеренным. Для Nylon обдув обычно не требуется или минимален. Для гибких пластиков обдув может быть умеренным или увеличен для улучшения качества поверхности и адгезии слоев. Для металлизированных пластиков обдув может быть умеренным или увеличен для улучшения качества поверхности и детализации.
- Температура платформы: В соответствии с рекомендациями производителя материала и принтера. Для PLA и PETG обычно достаточно 60-70°C, для ABS и ASA требуется платформа с подогревом до 100-110°C и закрытая камера печати. Для Nylon требуется платформа с подогревом до 80-100°C и закрытая камера печати. Для гибких пластиков температура платформы может быть минимальной или не требоваться. Для металлизированных пластиков температура платформы может быть увеличена на 5-10°C для улучшения адгезии первого слоя и предотвращения деформации.
- Печать первым слоем: Обеспечьте хорошую адгезию первого слоя к платформе, особенно при печати крупных элементов модели и деталей с большой площадью основания. Используйте платформу с подогревом, клей-карандаш, лак для волос или специальные адгезионные средства для 3D печати. Для Nylon рекомендуется использовать специальные адгезионные покрытия для нейлона или перфорированную платформу с клеем БФ-2. Для гибких пластиков адгезия первого слоя может быть улучшена путем использования специального адгезионного спрея или платформы с текстурированной поверхностью. Для металлизированных пластиков рекомендуется использовать платформу с текстурированной поверхностью или специальные адгезионные покрытия для данных материалов.
Сборка:
Сборка модели BMW R32 1925 года может быть сложным и многоэтапным процессом, в зависимости от детализации модели и количества деталей. Для сборки может потребоваться клей для пластика, винты, гайки, штифты, магниты, инструменты для моделирования, пинцет, надфили, наждачная бумага и другие материалы и инструменты. Процесс сборки обычно включает следующие этапы:
- Подготовка деталей: Удаление поддержек и заусенцев с напечатанных деталей с помощью канцелярского ножа, надфилей, наждачной бумаги или специального инструмента для зачистки пластика. Очистка мест соединения деталей от неровностей и заусенцев для обеспечения плотного и ровного соединения. Сортировка деталей по узлам и группам для удобства сборки. Проверка комплектности деталей и наличия всех необходимых элементов для сборки.
- Сборка рамы: Сборка рамы из отдельных элементов — труб, узлов, лонжеронов и поперечин с помощью клея, винтов или защелок. Обеспечение точности геометрии и ровности рамы для правильной установки других узлов и агрегатов. Усиление соединений рамы с помощью штифтов или металлических элементов для обеспечения прочности и жесткости конструкции.
- Сборка двигателя: Сборка двигателя из отдельных деталей — блока цилиндров, головок цилиндров, картера, крышек, поршней, коленчатого вала, клапанов, карбюратора, генератора, стартера и других элементов с помощью клея, винтов или защелок. Обеспечение точности сборки двигателя для правильного расположения и взаимодействия деталей. Для частично функциональных моделей обеспечение подвижности поршней, коленчатого вала и других механических элементов.
- Сборка колес: Сборка колес из отдельных деталей — обода, спиц, ступицы, тормозного барабана, шины с помощью клея или защелок. Сборка спиц колес может быть трудоемким процессом, требующим точности и аккуратности. Для обеспечения прочности и ровности колес рекомендуется использовать кондукторы или шаблоны для сборки спиц. Для частично функциональных моделей обеспечение вращения колес на осях или подшипниках.
- Сборка подвески: Сборка передней и задней подвески из отдельных деталей — рычагов, пружин, амортизаторов, стоек, осей и других элементов с помощью клея, винтов или защелок. Обеспечение подвижности рычагов подвески и имитации работы амортизаторов для частично функциональных моделей. Для усиления соединений подвески рекомендуется использовать металлические штифты или оси.
- Установка двигателя, колес и подвески на раму: Крепление двигателя, колес и подвески к раме с помощью винтов, защелок или клея. Обеспечение правильного расположения и ориентации узлов и агрегатов на раме в соответствии с чертежами и схемами сборки. Проверка прочности и надежности крепления узлов и агрегатов к раме.
- Сборка рулевого управления, сиденья, бензобака, фары, крыльев, выхлопной системы и других элементов: Сборка остальных элементов модели — рулевого управления, сиденья, бензобака, фары, крыльев, выхлопной системы, подножек, рычагов управления, зеркал заднего вида, номерного знака, приборной панели и других деталей из отдельных элементов с помощью клея, винтов или защелок. Детализация и аккуратность при сборке мелких деталей отделки и декоративных элементов. Установка проводки, шлангов, ремней и других мелких элементов коммуникаций для усиления реалистичности модели.
- Финальная сборка и проверка: Общая сборка модели, соединение всех узлов и агрегатов в единое целое. Проверка правильности сборки, симметричности и ровности модели. Проверка подвижности функциональных элементов — колес, руля, подвески (для частично функциональных моделей). Устранение замечаний и недочетов сборки. Финальная очистка модели от загрязнений и следов клея.
Постобработка (опционально, для улучшения внешнего вида и реалистичности):
- Шлифовка и полировка: Шлифовка поверхности деталей модели наждачной бумагой разной зернистости для устранения слоев печати и неровностей поверхности. Полировка поверхности модели полировальными пастами и жидкостями для придания блеска и гладкости пластику. Шлифовка и полировка особенно важны для деталей отделки — хромированных элементов, бензобака, крыльев и других элементов с гладкой поверхностью.
- Грунтовка: Нанесение грунтовки на поверхность модели для подготовки к покраске и улучшения адгезии краски. Используйте акриловую грунтовку в аэрозольном баллончике или наносите аэрографом в несколько тонких слоев с промежуточной сушкой и легкой шлифовкой мелкозернистой наждачной бумагой между слоями для достижения гладкой и ровной поверхности. Цвет грунтовки выбирается в зависимости от желаемого цвета покраски — серый, черный или белый.
- Покраска: Покраска модели в соответствии с цветовой схемой оригинального BMW R32 1925 года или в желаемый цвет и стиль. Используйте акриловые краски для моделей, эмали, темперу, масло или аэрограф. Для достижения реалистичного вида можно использовать техники сухой кисти, смывки, тонирования, масляных точек или аэрографии для имитации старения, ржавчины, пыли и других эффектов эксплуатации. Для деталей отделки можно использовать металлические краски, хромированные краски или полировку металлизированными пастами для имитации хромированных элементов. Для шин колес можно использовать матовые черные краски или специальные краски для резины. Для седла можно использовать коричневые или черные краски с имитацией кожи или ткани.
- Декалькомания и маркировка: Нанесение декалькомании с логотипами BMW, номерными знаками, маркировкой и другими элементами отделки для усиления реалистичности и детализации модели. Декалькомания может быть приобретена в готовом виде или напечатана самостоятельно на декальной бумаге. Нанесение декалькомании требует аккуратности и использования специальных средств — жидкости для приварки декалей, размягчителя декалей и лака для фиксации декалей.
- Сборка и финишная отделка: Финальная сборка модели после покраски и декорирования. Установка стекол фар, рассеивателей, зеркал заднего вида и других прозрачных элементов. Крепление мелких деталей отделки и декоративных элементов — эмблем, логотипов, номерных знаков, проводов, шлангов, ремней. Финальная лакировка модели для защиты покраски и придания желаемого блеска — глянцевого, полуматового или матового. Установка модели на подставку или диораму для демонстрации и коллекционирования.
Преимущества:
- Создание детальной и исторически точной реплики культового мотоцикла BMW R32 1925 года своими руками.
- Уникальный и ценный экспонат для коллекции классических мотоциклов, истории техники и моделизма.
- Модель оптимизирована для 3D печати на разных типах принтеров и из разных материалов, обеспечивая гибкость в выборе технологии и материалов.
- Возможность кастомизации и модификации дизайна — можно адаптировать модель под разные масштабы, варианты исполнения, стили отделки и функциональность.
- Развивает навыки 3D печати, моделирования, сборки, постобработки, покраски и декорирования, а также техническое мышление, внимание к деталям и усидчивость.
- Образовательная ценность — модель позволяет изучить конструкцию и историю BMW R32 и раннего мотоциклостроения.
- Экономичное решение — 3D печать модели BMW R32 обходится дешевле покупки готовых коллекционных моделей аналогичного качества и детализации.
- Может быть использован не только для личного коллекционирования и хобби, но и для образовательных целей, выставок, музеев, рекламных акций, корпоративных сувениров и создания уникальной продукции для продажи.
Недостатки:
- Сложность модели и большое количество деталей могут быть ограничением для начинающих 3D печатников и требовать опыта 3D печати и моделирования, а также навыков сборки мелких деталей. Для успешной печати и сборки модели может потребоваться высокоточный 3D принтер, качественные материалы и точное соблюдение настроек печати и схем сборки.
- Время печати модели может быть значительным, особенно для крупных масштабов и высокой детализации. Печать всех деталей модели может занять несколько дней или недель, в зависимости от размеров модели, настроек печати и скорости принтера.
- Сборка модели является трудоемким и времязатратным процессом, требующим аккуратности, внимания к деталям и терпения. Сборка модели может занять несколько часов или дней, в зависимости от сложности модели и навыков моделиста.
- Постобработка модели — шлифовка, полировка, грунтовка, покраска, декалькомания, лакировка и финишная отделка является трудоемким и времязатратным процессом, требующим навыков моделирования и покраски. Для достижения высокого качества поверхности и реалистичного вида модели может потребоваться несколько этапов постобработки с использованием разных материалов и техник.
- Прочность пластиковых моделей может быть ограниченной, особенно для мелких деталей и функциональных элементов. Для увеличения прочности и долговечности модели рекомендуется использовать прочные материалы (PLA+, PETG, ABS, ASA, Nylon), увеличить толщину стенок деталей, усилить соединения деталей и аккуратно обращаться с моделью.
Заключение:
3D модель BMW R32 1925 года – это сложный, но увлекательный проект, позволяющий создать уникальную и детализированную реплику культового мотоцикла начала XX века. Историческая точность, высокая детализация механических узлов, оптимизация для 3D печати, модульность и возможность кастомизации делают эту модель отличным выбором для опытных 3D печатников, моделистов, коллекционеров и всех, кто интересуется историей техники и 3D печатью. BMW R32, напечатанный на 3D принтере и доработанный с учетом вашего стиля и творческого видения, станет не просто пластиковой моделью, а ценным экспонатом коллекции, демонстрирующим ваши навыки 3D печати и моделирования, а также уважение к истории мотоциклостроения.
 Дом и офис
Дом и офис Детали
Детали 3д фигурки
3д фигурки Игрушки и игры
Игрушки и игры Полезные вещи
Полезные вещи Инструменты
Инструменты Садоводство
Садоводство Стиль и мода
Стиль и мода